Robot Welding Fixture (PROVE)
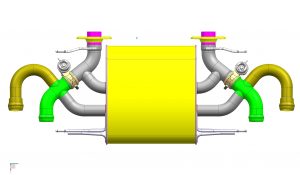
A fixture developed with higher accuracy, to allow robot welding of lightweight exhaust systems, making a 47% mass-reduction possible.
Introduction
MetLase were approached by the Institute for Advanced Manufacturing and Engineering (AME) to solve a problem relating to welding automotive exhaust systems for Aston Martin. The company wanted to make the construction material of their exhaust systems thinner and thus more lightweight. However, the precision required to weld this thinner material would not be possible by hand; for the accuracy and repeatability required, the welding would have to be carried out by a robot.
An advantage of a human welder in this situation is their ability to access otherwise hard-to-reach areas of the assembly. It is not normally possible – even with the most modern, articulated robots – to achieve the flexibility of a human welder, and the exhaust system presented a number of points which would restrict access beyond the point reachable by a robot.
MetLase’s task was to design a method such that the robot welder could successfully access all points of the exhaust system and allow the thinner metal to be used. This also had to be done quickly to ensure on-time delivery to Aston Martin, who had scheduled tests of a new car using this exhaust system.
Solution
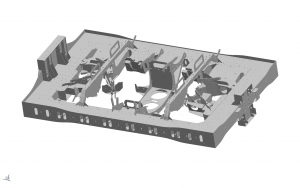
Using robot simulation software, MetLase’s engineers were able to identify the areas of the exhaust system with limited access. It quickly became apparent that it would be impossible to use a fixture to hold the entire assembly in place for a single welding run; a sequence of welds would have to be made in a specific order. MetLase used the software to establish a ‘critical path’ to the weld sequence, each stage of which would require different parts of the exhaust assembly to be held securely while the welding was carried out. However, rather than using a series of different fixtures to achieve this, MetLase designed a single structure which could be used sequentially with different modules.
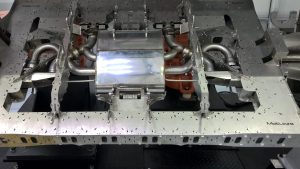
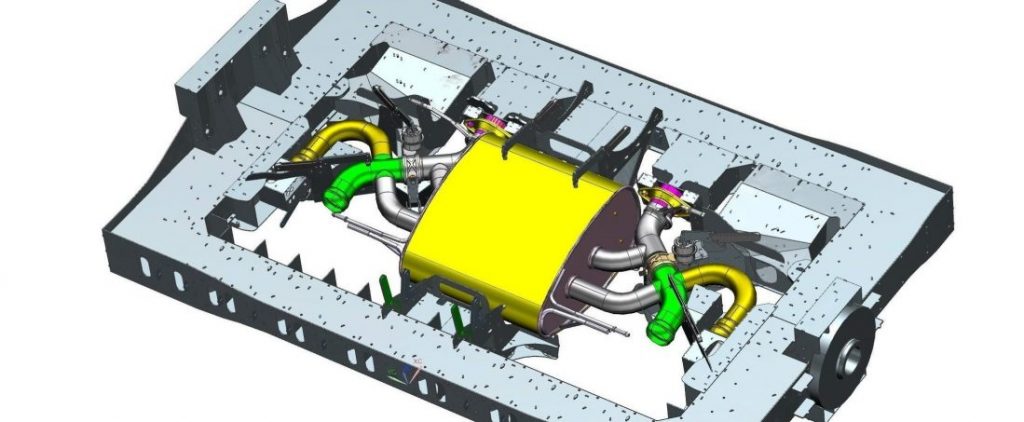
The precision afforded by MetLase’s laser cutting process meant that the single support structure could be designed and created to securely hold each of the dedicated fixtures designed for each step of the five-stage welding process. Over-centre clamps using precision-cut mountings were used to attach each fixture quickly, accurately and securely, at all times allowing the robot welding unit sufficient access to the exhaust assembly as it was rotated.
MetLase’s patented twist-dowel allowed the support structure and fixtures to be assembled and tested, iterated, re-assembled and optimised swiftly and precisely. Each fixture could be sequentially attached to the support assembly, the welding carried out, and then the next fixture could be used to allow the robot access to the next stage. Finally, the completed exhaust assembly would have support struts welded to it and it would be ready for removal.
Benefits
This solution, as well as being an award-winning piece of ingenuity, allowed a 47% mass reduction to be made in the exhaust assembly and was delivered well in time for the required testing by the customer. This modular approach also allowed the AME the ability to further develop the process to suit other production requirements.
The results of the PROVE (Production of very light-weight exhaust systems) project have now been successfully tested over 5000 miles, and enabled MetLase and AME/UMG/UPA to jointly win the 2015 Unipart Way Award for Innovation.
Summary
Continuous Improvement: Rapid development iterations by the designer as the product was developed.
Solution: Tooling de-skills operation and allows for robotic welding.
Accuracy: Parts are held accurately in the correct position optimising gaps for welding 0.5mm material.